TRUMPF and the Stuttgart-based Fraunhofer Institute for Manufacturing Engineering and Automation IPA have formed a research alliance that is set to to introduce artificial intelligence (AI) solutions for connected manufacturing on an industrial scale. Running until 2025, ten employees from TRUMPF and Fraunhofer IPA are involved in the project, which will receive some two million euros of funding spread over the next five years.
“TRUMPF’s mission is to further extend its AI leadership in sheet-metal fabrication. To that end, we have already started investing in the kind of future technologies that will drive major efficiency gains within our company and boost our competitiveness,” says Thomas Schneider, managing director of development at TRUMPF Machine Tools.
Five years have passed since TRUMPF and Fraunhofer IPA joined forces to work on smart factory topics, and the two partners will be continuing to pursue these existing projects within the framework of their new research alliance.
“TRUMPF has been working with us on connected manufacturing for years because they share our view that Industry 4.0 developments represent a major opportunity. Everything depends on what happens over the next few years – so these are exciting times! We expect the coronavirus pandemic to act as a kind of catalyst: those who are well prepared will be perfectly placed to exploit the huge opportunities that lie ahead. Soon we’ll see whether we have laid the right foundations for the future in our joint projects,” says Professor Thomas Bauernhansl, director of Fraunhofer IPA.
Future projects aim to make AI explainable
One of the goals TRUMPF and Fraunhofer IPA hope to achieve over the next five years is to develop solutions for better data quality in manufacturing. This reflects the crucial importance of high-quality data when it comes to achieving efficiency gains with AI. To address this need, the two partners will be increasing their research activities in the field of explainable artificial intelligence, or XAI. Their goal is to make the operation of neural networks interpretable. New findings in this area are of great benefit to sheet-metal fabricators. The results of this kind of data analysis can boost the quality of manufacturing, save time and cut costs.
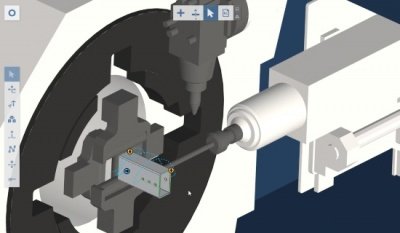
Fitted with an intelligent punching head and the right tool, your punching machine will also demonstrate its talent for forming. Article by Vincent Tan, TRUMPF.
Your punching machine can do more than just punch. Fitted with an intelligent punching head and the right tool, your machine will also demonstrate its talent for forming. This allows you to fully process a great diversity of sophisticated components on one machine—and even burr-free if required. It is also efficient for small quantities as tool costs are low and setup times are short.
The ability to produce burr-free sheet-metal parts directly on punching or punch laser machines saves you the time-consuming process of retrospectively removing the punching burr. This considerably reduces the throughput time, in particular for coated sheet metal and formed parts. Furthermore, the improved edge quality lowers the risk of injury when further processing the parts.
Roller Deburring Tool
The roller deburring tool is mainly used for simple, large-surface contours. The punched edges are thus perfectly rounded off, which is a decisive advantage for visible edges in particular. A high-quality result is obtained with all of the sheet thickness ranges by adapting the roller contour to the modified burr and to the width of the separation gap.
Ball Deburring Tool
You can get an even better edge quality if you use the MultiShear slitting tool in addition. For shapes with contour radii of less than 20 mm, the deburring MultiTool is to be used. The ball deburring tool is suitable for smaller contours, holes and workpiece corners. Specially hardened balls press the punching burr into the base metal. In doing so, a chamfer is produced on the upper side of the part. Thanks to the tapered punch head, deburring near formed areas is also possible.
Deburring MultiTool
TRUMPF’s deburring MultiTool, with its three embossing inserts in the die, excels on radii of less than 0.8 in in particular. The tool presses burrs flat in a single stroke or in nibbling mode, even in corners and small contours.
The MultiTool makes your machine more productive by integrating up to 10 different punches and dies into one tool. The strengths of the MultiTool are particularly notable in processing sheet metal parts with small punches of different sizes.
Benefits
Shorter production times through complete processing on one machine
Lower risk of injury
Deburring of all geometries, whether simple, complex, small or large.
Also for coated sheets and for parts with formed areas
The high-tech company TRUMPF and the semiconductor manufacturer STMicroelectronics have concluded a strategic partnership in the field of UWB positioning technology. As part of this agreement, STMicroelectronics will acquire TRUMPF’s majority stake in the UWB pioneer BeSpoon. Within the framework of the strategic partnership, TRUMPF will focus on the ongoing development of its Track&Trace indoor positioning and tracking system.
“This partnership will enable us to expand TRUMPF’s pioneering role in localisation systems for industry. As well as laying the foundations for our next-generation products, it will also strengthen our role as a system provider,” says Peter Leibinger, Chief Technology Officer at TRUMPF.
As a developer and high-volume manufacturer of semiconductor devices, STMicroelectronics will be injecting the expertise required to develop the next generation of industrial UWB chips in partnership with TRUMPF. TRUMPF is also the co-founder of omlox, an open standard for locating technologies.
BeSpoon has been developing software and UWB chips for indoor localisation since 2010. The technology enables positioning with centimeter accuracy inside buildings, including harsh industrial environments. Use cases for UWB technology include industrial manufacturing and the automotive and consumer sectors. By acquiring BeSpoon, STMicroelectronics aims to build on the rapidly growing market potential of UWB in the industrial, automotive and personal electronics markets.
TRUMPF has developed a new programming software for laser tube cutting machines called “Programming Tube”. The software executes many work steps automatically, so that for many finished parts, no additional programming effort is required. The intuitive way of working ensures that users get used to the system quickly.
Programming Tube supports files in all common formats and enables the upload and construction of tubes and complete assemblies. When it comes to assemblies, the software programs bent connections at the touch of a button. These connections replace constructions that normally consist of several individual tubes. Connection and positioning aids between the tubes can also be implemented at the touch of a button. These aids help to simplify subsequent production steps, e.g. assembly or welding, prevent errors and save costs.
Programming Tube provides an extremely rapid method of programming tubes in 3D. Once the design process is complete, the software performs the programming process automatically. The software makes life easier for programmers by automatically determining how the laser tube cutting machine should eject parts and tap threads. Programming Tube creates the NC program from the thread parameters, including the necessary tools and the correct processing sequence. The way of working is intuitive. Instead of typing parameters into a dialogue field, they can now be adjusted directly on the 3D simulated part by simply using the mouse—which is less complicated. Users can also move the approach position of the laser with the help of the mouse. Additional modifications can be incorporated in the 3D simulation of the machining process if necessary.
TRUMPF has announced a close business cooperation between TRUMPF Laser- und Systemtechnik GmbH and SPI Lasers UK Ltd., which are both wholly owned subsidiaries of the TRUMPF Group. TRUMPF Laser- und Systemtechnik GmbH will combine the business operations of SPI Lasers UK Ltd. to bring advantages in industrial applications via both disk and fiber technology and enhance customer service offerings. As of the 1st July SPI Lasers products will begin to be available via the TRUMPF sales channels.
Customers benefit
SPI Lasers UK Ltd. has been a wholly owned subsidiary of the TRUMPF Group since 2008, quickly establishing themselves within the group as experts in the field of fiber laser design and manufacture. With fiber lasers becoming important laser sources for material processing, both companies agree that “joining forces and integrating SPI Lasers into TRUMPF is a sensible move for both companies and, more importantly one that will be extremely beneficial for our customers”.
This value-enhancing step ensures that SPI customers will benefit not just from high quality fiber laser products but also first-class standards of customer service. In addition, both companies are expecting synergy effects and an improved cost structure, e.g. in R&D.
The relevant steps are expected to be completed in the third quarter of 2020.
Heraeus AMLOY and Trumpf have started working together on the 3D printing of amorphous metals, also known as metallic glasses, with the aim of establishing the printing of amorphous parts as a standard production method on the shop floor by improving process and cost efficiencies.
Amorphous metals are twice as strong as steel, yet significantly lighter and more elastic. They exhibit isotropic behaviour, which means their material properties remain identical, regardless of the direction in which the 3D printer builds up the workpiece. In addition to creating highly robust parts, 3D printing also gives engineers more freedom in the design process. A number of areas could benefit from 3D printing of amorphous metals. Key examples include parts that are subject to significant stresses and lightweight design in sectors such as aerospace and mechanical engineering. These materials are also an excellent choice for medical devices due to their biocompatibility.
“3D printing of amorphous components in industry is still in its infancy. This new collaboration will help us speed up printing processes and improve surface quality, ultimately cutting costs for customers. This will make the technology more suitable for a wider range of applications, some of which will be completely new,” said Jürgen Wachter, head of the Heraeus AMLOY business unit.
“Amorphous metals hold potential for numerous industries. For example, they can be used in medical devices – one of the most important industries for additive manufacturing. That’s why we believe this collaboration is such a great opportunity to make even more inroads into this key market with our industrial 3D printing systems,” said Klaus Parey, managing director Trumpf Additive Manufacturing.
The new TruPrint 2000 3D printer from Trumpf is the ideal choice for printing amorphous metals from Heraeus AMLOY.
Amorphous metals are formed by cooling molten metal extremely quickly. A 3D printer can then build them into larger, more complex parts—something that other methods are unable to do. This opens the door to new industrial applications for amorphous metals. 3D printing also exploits the considerable potential that amorphous metals hold for lightweight design. A 3D printer only builds structures that actually help a part fulfil its function, so material use and weight are kept to a minimum. For their part, amorphous metals are very light by nature, so the combination of 3D printing and amorphous metals can reduce weight in all sorts of applications. 3D printing makes the production of amorphous parts faster and simpler in a wide range of contexts. The technology enables users to build parts in one piece instead of making components one by one and then assembling them into a finished part.
In this cooperation, Heraeus AMLOY combines its expertise in the production and processing of amorphous metals with Trumpf’s experience in additive manufacturing. Heraeus AMLOY has optimized its amorphous alloys for 3D printing and tailored the material for use with Trumpf’s TruPrint systems. The latest-generation TruPrint 2000 machine is a particularly good choice for printing amorphous metals. The machine is designed in such a way that the excess powder can be prepared in an inert gas environment for the subsequent building process. This protects the powder from any adverse influences. This is a key benefit for amorphous metals because they react so quickly with oxygen. Trumpf has also boosted the productivity of the TruPrint 2000. Two 300-watt lasers scan the machine’s entire build chamber in parallel. Using a laser focal diameter of just 55 micrometers, users can carry out both low and high-volume production of amorphous parts with extremely high surface quality. The “Melt Pool Monitoring” function automatically monitors the quality of the melt pool, so any errors in the process are spotted at an early stage.
Customers that already have a Trumpf 3D printer can now use it to process zirconium-based alloys from Heraeus AMLOY. It is also possible to order 3D-printed amorphous parts directly from Heraeus AMLOY. The two partners are also hoping to make copper- and titanium-based alloys available for 3D printing in the future.
Trumpf has released its first automated arc welding system. The TruArc Weld 1000 comes with a collaborative robot known as a “cobot”. After the operator has manually guided it over a component, the cobot then automatically carries out the weld. It is significantly more efficient than would be possible manually. With the new system, Trumpf is responding to the increasing lack of skilled workers and helps fabricators get started with automated welding. CE-compliant and approved by TÜV Austria, the TruArc Weld 1000 meets the very highest safety standards.
Unlike conventional industrial robots, operators can interact with the cobot, guiding it over the part by hand. A built-in sensor ensures it responds smoothly. Trumpf has equipped the cobot with an operating unit. This lets users store the weld path’s start and end points as well as intermediate waypoints in order to create the program. Furthermore, the cobot control system includes templates for welding programs and parameters that cover scenarios such as different sheet thicknesses. Combined with the operating unit on the welding torch, this greatly simplifies the task of programming the robot. This enables users to program and weld with the TruArc Weld 1000 within minutes. Next to no previous experience is needed handling the system.
The TruArc Weld 1000 offers an automated alternative for many parts that users would normally weld by hand. Thanks to the rapid programming, fabricators have an affordable means of tackling short production runs and one-off pieces, even if the parts only require a short weld seam. The TruArc Weld 1000 produces reproducibly straight and even seams, prevents spatter and offers very high machining quality.
Inside the TruArc Weld 1000 is a partition that can be raised and lowered. This allows users to divide up the working area and choose between welding one large part (single-station operation) or several smaller ones (two-station operation). In single-station operation, the robot can weld parts measuring up to 2000 x 600 x 600 millimeters. Other ratios of width to length are also possible depending on part dimensions. In two-station operation, the TruArc Weld 1000 can process smaller parts measuring up to 600 x 600 x 600 millimeters. To ensure it can easily reach both stations, the robot travels between two positions along a linear axis. While it is busy welding on one side, the operator can use the time to set up a part on the other side. The robot program can be transferred automatically from one station to the other.
Ready to go with no training required
Customers can carry out commissioning of the CE-compliant TruArc Weld 1000 themselves within a few hours using the dedicated video tutorials. From the wire coil to the welding parameters, the system comes with everything you need to get started with the welding process. No classroom training is required for machine operators. The video tutorials contain all the information required to quickly learn how to operate and program the machine.
Laser technology provides a high level of flexibility and quality when processing hairpins for the electric motors. Article by TRUMPF.
(Above, left) Hairpin with PAI coating after blast off process. High edge quality and low pulse overlap as well as line overlap. (Above, right) A row of single pulses. (Bottom) Surface after ablation with blast off process. Single spots are visible. This can be reduced by using repetitions with a higher frequency and higher line overlap after decoating.
Nowadays, manufacturers of electric motors are also looking for more productive processes for volume quantities, with the same high-quality requirements when it comes to the welding result. An important impetus here is achieving a higher degree of automation to be able to produce higher quantities.
One method in the construction of stators has therefore largely prevailed: Instead of winding copper wire around the individual stator grooves, as was often the case before, manufacturers have started embedding rectangular copper rods—called “hairpins” due to their shape—into the entire groove using compressed air. The typical edge lengths of the rectangular cross section of the hairpins is between 2 and 4 mm. The process achieves higher process speeds and can easily be automated. As the hairpins are stiffer than round wires, their alignment in the motor can be better controlled. The larger fill factor also results in a higher thermal load capacity, and higher motor power.
The copper rods are coated with an insulating layer, which requires ablation at both ends locally—called hairpin stripping—to enable contacting. Pulsed laser processing is suitable here to strip the hairpins. Compared to mechanical processes, such as planing and milling, laser processing is up to 80 percent more productive. Once the hairpins have been embedded in the grooves, protruding ends on the top and bottom of the stator are twisted together using a fixture (necking) or fixed in place, and then welded for contacting. The ends are not always ideally aligned to each other, however. If you use automated remote welding, a camera-based sensor system integrated in the laser optics helps achieve a reliable and reproducible result, and therefore the highest possible current flow.
Stripping of Hairpins
Common insulating layers for copper hairpins are polyamide-imides (PAI), polyether ether ketone (PEEK), and polyamide-imides with polyimide foil (PAI+FEP).
In the past, PAI coatings were almost exclusively prevalent in the industry, but we are now seeing a tendency towards a steady increase in PEEK and PAI+FEP. However, PAI coatings still have, and are likely to have in the future, the largest share by far.
All of these insulation coatings can be burnt away from the copper quickly and in a targeted manner using laser pulse processing. The laser light couples into the insulating layer, heats it up, and burns it off. PEEK behaves as a volume absorber for laser light, anyway; for PAI and PAI+FEP, it is recommended that the first run over is used to carbonize the material in order to increase the absorption. The copper discolours due to the heat influence during laser ablation. This is not relevant for the further processing, however, as the structure of the copper is not changed. Burrs also form at the boundaries to the coated copper, which, in unfavourable circumstances, could lead to the burr becoming stuck on a surrounding component or fixture. The formation of burrs and edges can be optimized, however, through reworking using another femtosecond-pulsed laser.
Hairpin stripping can be done with different types of TRUMPF ns laser. Most common is the TruMicro 7000 series with a laser power of up to 2 kW (pulse energy 100 mJ) at a pulse repetition rate of 5 to 250 kHz and a pulse duration of 30 ns.
There are two stripping processes for the hairpins depending on the coating type:
For coatings which are transparent to the laser a “blast off” process can be used.
For non-transparent coatings an evaporation process is needed.
In the fight against the lung disease Covid-19 high-tech company TRUMPF retrofits Laser diodes which usually come to play in industrial fields.
The mini-Lasers are so far being used to measure the amount of oxygen while refueling planes or in petrochemistry. There, they measure the air composition in order to prevent explosions. Now, they are supposed to be incorporated into oxygen sensors for ventilators.
“As a high-tech company, we are now able to include our development and production expertise into this one-time project. Even though components for ventilators aren’t usually part of our business- Corona concerns all of us”, says Berthold Schmidt, CEO of TRUMPF Photonic Components.
The Laser diodes shall be exported end of May to be fit into 3500 ventilators. In the course of the corona-crisis, they are additionally being manufactured by a US-American producer.
Laser Analyses Breathing Air
With the Laser diodes, the TRUMPF subsidiary Photonic Components provides the core of the oxygen sensors. The mini-Lasers are to analyse the breathing air of the patients. They emit light which absorbs the air more or less strongly – depending on the amount of oxygen it contains.
“A measurement in the medical field has to be most reliable and precise. Therefore, our Laser diodes are well suited for this project.” says Schmidt.
TRUMPF Photonic Components supplies the smart-phone and auto mobile industry as well as others. Worldwide the company employs around 280 people having its Headquarters in Ulm, Germany.
There has been an increasing demand for laser cutting machines suited for high-mix, low-volume applications. Here’s one development targeted in that area. Article by Trumpf.
In the face of an increasingly volatile market, a growing number of product variants, and shorter delivery times, the picture is clear that the sheet metal industry is getting more complex and lot sizes are falling. This trend, in turn, creates a demand for machines that are suited for small and medium lot sizes and for applications where fast set up times are required.
On the other hand, while investment costs are important, operating costs play an equally—if not even more important—role.
In line with this, Trumpf has launched the TruLaser Cell 5030, an entry-level machine for flexible 2D and 3D laser cut processing with small and medium quantities.
The TruLaser Cell 5030 features magnetic coupling that minimizes mechanical damage to the machine, enabling work to continue quickly and precisely in the event of a collision, without the need for a service technician. Although there are manufacturers who also offer magnetic coupling, the difference is that the optics for the TruLaser Cell 5030 are completely disconnected and offer a much higher degree of freedom and reduce the risk of damage. It also offers the possibility to be disconnected in the Z – direction on top of the X and Y direction.
Low-cost Production
Cut contour without adaptive feed control.
Investment costs are important, but operating costs play an equally—if not even more important—role. Compared to hybrid and sheet-mover machines, the TruLaser Cell 5030 reduces hourly operating costs by up to 20 percent. The energy efficient and low maintenance TruDisk laser enables significant improvements in energy efficiency during production without compromising on cutting speed and productivity.
The X-Blast Technology has twice the cutting range, and the cutting nozzle can work at a greater distance to the sheet metal, which would result in fewer nozzle collisions and better edge quality as compared to conventional cutting technologies.
It possesses the flexibility that job shops require for cutting mild steel, stainless and aluminum sheets, but also shaped blanks for the automotive and motorcycle industry. The machine requires 30 percent less space, which means precious space in the production hall is made available
In summary, the time to setup a part on the TruLaser Cell 5030 will be shorter compared to a sheet moving system, which translates to additional savings.
Fast, Faster, Fastest
Cut contour with adaptive feed control.
Apart from achieving low-cost production, owners are looking at getting their end product cut within the shortest time. But, apart from just having a quick machine that cuts fast, application is also a contributing factor in achieving fast cutting.
There are many options available to choose from, for instance, if you are cutting thick materials or sheets. The Brightline Fiber enables the user to achieve high-quality cutting results while enjoying the benefits of thin sheet processing with a solid-state laser, most notable at high cutting speeds.
Top cutting quality: You can create high-quality cutting edges in thick sheet with BrightLine fiber function. The optimized kerf makes part removal easier and saves time.
Top part quality: BrightLine fiber combines special optics with flow-optimized BrightLine nozzles and the switchable 2-in-1 cable. The result of this is that you achieve maximum part quality. The smooth cutting edges ensure that your parts do not get caught during removal, saving you a great deal of time.
Work Smart While Cutting Fast
As for owners who are cutting mild steels, which are typically less resistant to corrosion, maintaining the optimum feed rate in cases where the thickness of the material varies within a single sheet, or where the top of the sheet is contaminated with rust or paint would lead to slag formation or interruptions in the cutting process, is no longer an issue.
Active Speed Control enables constant monitoring of the cutting process with a live view through the nozzle. The sensor system observes the kerf, determines the optimal feed, and readjusts if necessary—hundreds of times per second. This minimizes cutting interruptions caused by material differences such as fluctuations in sheet thickness, rust, or coating contaminations. In the event of a potential cutting flaw, Active Speed Control stops the machine, and the TruTops Monitor software immediately informs the operator that intervention is necessary. Active Speed Control also reduces the formation of burrs and dross. The minimized reject rate leads to lowered parts costs and improves process reliability, while only requiring minimum operator involvement with the machine.
Comparison Between Laser Cutting With and Without Feed Control
Cut contour without adaptive feed control
Material bulging can easily happen when flame cutting mild steel without Active Speed Control. This will lead to unclean cuts in certain areas. Ultimately, the feed needed to be stopped entirely, as a cutting flaw had occurred. This results in faulty parts and rejects.
Active Speed Control creates a clean cut, largely without a large amount of spatter or spatter residue. As rust and surface contaminations lead to automatic control and adjustment of the cutting head feed, cutting flaws are prevented effectively.
The World of Sheet Metal Processing
Nothing sums sheet metal laser cutting up more perfectly than a Grand Prix race. The power that the car effectively transfers to the road is important in a race. The same would also apply to laser cutting—only a carefully thought out machine concept, where all components are coordinated with one another, allows the laser and machine to apply the full power to the sheet metal. So how do you win a race? By skipping the pit stops.
Eliminate Pits Stops by Cutting More With Less
With the Highspeed Eco cutting procedure, you can set speed records for nitrogen cutting with solid-state lasers. Depending on the sheet thickness, the sheet throughput is increased by up to 100 percent with consistent laser power, and you can reduce gas consumption by 70 percent.
Its benefits are as follows:
Speed
Productivity and feed speed increased by up to 100 percent.
Shortest piercing time and maximum acceleration.
Extremely economical
Cutting gas can be reduced by up to 70 percent, while cutting gas pressure can be reduced by up to 60 percent.
Reduced power consumption.
Robust
Even on uneven ground.
Resistant to spatter and collisions.
Overall, Highspeed Eco enables extremely smooth and high-quality cutting process with minimal oxidation on the lower edge and minimum burr formation, even in acute angles.